Widely used in Europe, in the automotive and marine industries, extrudable epoxy pastes are allowing manufacturers to create high quality models with an extremely good surface, and are saving time and reducing production costs.
ATL’s Technirez R2570 seamless epoxy modelling paste provides a quick, over-night cure rate allowing fabricators to start machining parts much sooner than other products on the market. It is specifically designed to be applied by machine and the user-friendly 1:1 mix ratio makes it easier for equipment set-up and calibration.
Technirez R2570 exhibits low shrinkage and has excellent adhesion to expanded polystyrene, polyurethane and MDF substrates, and can be applied up to 40mm thick on complex and vertical surfaces, without sagging.
It can be machined to produce a seam-free, uniform tool surface that is dimensionally stable.
ATL recommends the application of Duratec Surfacing Products to produce a Class A surface on the R2570 tool surface.
Click here to view a short video of the Technirez R2570 being applied and machined.


The Williames Magic Carpet floats on top of the tea canopy with no contact with the ground carrying the Williames Selective Tea Plucker which harvests at 4 kilometres per hour with as good or better quality harvested leaf than hand selected leaf.
We at Williames Tea Pty Ltd have developed unique technology to selectively pluck tea at 4 kilometres an hour that is of fine quality equal to or better than hand selected tea leaf.
This is a first mechanical selective Tea Plucker for what we believe to be the pursuit of high quality teas over 5000 years of human endeavour to select the best highest quality young fresh mature shoots for the finest cup of tea.
This has been made possible by a very innovative bold step of using aerospace technology in agriculture. Building extremely light mobile structures that are self-propelled and float on top of the tea canopy carrying a selective tea Plucker requires extreme light weight and strength.
Our world-wide search for materials and method to achieve this extraordinary technology would not be possible without the use of high tensile aluminium and carbon fibre which has to be bonded together to take high loads at the junctures capable of withstanding structural loads and torsional forces as the rotating rollers serve a dual function for propulsion and also structure.
Our search led us to Lorraine Murray at ATL Composites Pty Ltd for the selection and supply of an adhesive, Techniglue R15 Toughened, that has proven under high stress, high temperature and humidity to never fail and to give exceptional, durable results.
The service has been fast very professional and given extremely good results.
Geoff Williames
Geoff Williames
Managing Director, Founder (1976)
Williames Pty Ltd
www.williamestea.com




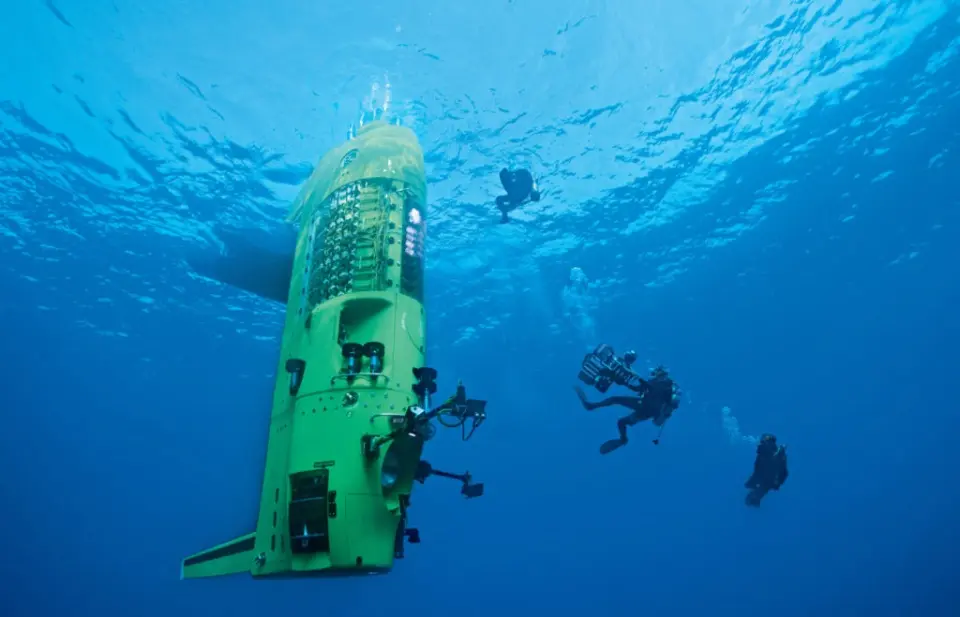
ATL Composites KINETIX® epoxy system developed for James Cameron’s DEEPSEA CHALLENGER
James Cameron’s successful record-breaking descent of 11 kilometers to the bottom of the Mariana Trench in the
7.3 meter-long (24 feet) DEEPSEA CHALLENGER was completed on March 26 2012. The expedition is the
centrepiece of DEEPSEA CHALLENGE, a joint scientific project by Cameron, the National Geographic Society
and Rolex to conduct deep-ocean research.
To withstand the massive pressures at these extreme depths, Cameron and co-designer Ron Allum from Acheron Project, Sydney, consulted with structural engineering advisor, Phil Durbin from Finite Elements Australia, Tasmania
for seven years.
One of the greatest challenges was designing and building the 5.8 m main section of the submersible, to withstand 16,500 psi / 114 MPa of sea pressure at the maximum depth.
This main beam, the largest single component of the sub, was manufactured from a high strength syntactic foam called ISOFLOAT® which was invented by Allum and Durbin, to provide both flotation and a strong structural core. ISOFLOAT® making up 70% of the submarines volume, is formed with millions of hollow glass microspheres suspended in KINETIX® epoxy resin, custom formulated and manufactured by ATL Composites, Queensland.
Ron Allum approached ATL seeking an epoxy system that could offer unique characteristics, including extremely high compressive strength. Several multi-nationals had prescribed their best epoxy systems, but each failed prematurely, unable to meet the severe operating design requirements.
ATL’s chemists were up to the challenge, and drawing on over 30 years of epoxy and formulation expertise, rapidly focused their laboratory efforts on chemicals and reactions that could achieve the critical engineering parameters. The result was a customised KINETIX® epoxy formulation that exhibited outstanding compressive strength and impressive toughness.
ATL’s engineers and chemists also worked closely with Acheron, Finite Elements and McConaghy Boats, during the construction process, contributing to the development of various proprietary methods used in the epoxy bonding and manufacture of composite parts for the project.
* Photos – courtesy of DEEPSEA CHALLENGE / National Geographic


JP Macquet of JPM Shipwrights Pty Ltd was contacted by the owner of an MX2 aerobatic plane (as used in the Red Bull Air Race) who had some issues in assembling his aircraft. An air scoop had been incorrectly fitted into the carbon nomex cowling under the engine, resulting in the majority of the centre section having to be removed, and the realisation that a big mistake had been made.
The brief to JPM Shipwrights in Cheltenham, Victoria, was to repair the centre section of the engine cowling back to original and fit a new air in-take.
JPM Shipwrights made contact with the original manufacturer of the aircraft in the USA to obtain some specifications on resin and laminate.
To re-create the cowl section, a foam plug had to be fabricated to fill the hole and then a mould taken off to make the part. After the foam plug had been faired with Technifill XP and epoxy-coated, a mould was made using a high temperature vinylester resin.
The challenge was that the repair needed to be manufactured with a resin that was stable up to 1070 C to withstand the heat generated by the engine. Technical Manager, Mac Dalton recommended ATL’s Technirez R2519 high temperature tooling epoxy for the application to provide excellent high temperature performance after post cure and stability up to 140oC
The hole was prepared carefully and trimmed precisely prior to the outside skin being laminated and installed into position under vacuum. The nomex core was then fitted and vacuumed, followed by the inside carbon reinforcement.
With the initial cure complete, the next stage was post cure to obtain the maximum mechanical performance. This involved a ramp up of 10 degrees Celsius per hour up to 120 oC. With an ambient temperature of 25oC, it took just over 9 hours to reach full temperature, followed by another 24 hours at full temperature. The process was continuous over a 33 hour period.
The result was a very satisfied customer, and a cowling repaired back to original specs. A certificate of airworthiness was issued after the repair was completed.
JPM Shipwrights Pty Ltd
www.jpmshipwrights.com.au


Select your desired option below to share a direct link to this page.
Your friends or family will thank you later.